
联系人:王总
电话:13831620085
地址:河北省廊坊市文安县大柳河镇南各庄工业区
座机:0316-5371189
邮箱:wang-shanlu@126.com
网址:www.xinhuaslzp.com
每天都有成千上万的游客参观各种景点,而这些景点每天都会接待大量的游客,任何一种布局都应该被认为是对景点风格的补充。拿着要在风景点设置的垃圾桶。采购时,员工不能像在家买垃圾桶那样随意。西安优质家用垃圾桶厂家下面为您介绍一些景点的垃圾桶是由垃圾桶制造商直接定制的。体现环保理念。由于游客的素质不同,不同垃圾桶的功能可能无法正确区分,可回收和不可回收的垃圾桶可能会被标记。有必要营造一种文化氛围,适应周围的环境,并在突出主题的同时发挥彼此的长处。很复古。如果在风景名胜区有诸如滑沙、滑缆、扩水等现代项目,周围应该使用一些现代风格的垃圾桶。优质家用垃圾桶不要敞开式的即游客路过垃圾果皮箱时不能看见垃圾,要侧面开口。

折叠式保温保冷:保温保冷是医用疫苗冷藏箱的基本功能,是一种具有短期恒温效果的特殊行李箱,可以保持冷/热。食品级环保LLDPE材料能提供良好的隔热效果。耐折性:应具有优异的抗冲击性,在重压或冲击下不易断裂,不留划痕。优质家用垃圾桶折叠密封:这是选择冰箱的考虑。虽然不同品牌的产品有不同的密封方法,但它们的密封性能都很好。密封是储存食物持久保存的必要条件。折叠保鲜:国际上密封测定标准是以透湿度测试来评定的,优质的PU装料箱要比同类产品的透湿度低200倍,可以更长时间保持事物的新鲜。西安优质家用垃圾桶厂家接下来为您介绍折叠多功能性、多样性:针对生活需要设计不同大小、配着重复使用科技冰袋使用,冰袋可以保冷可以保热(冰袋可以被冷冻到-190℃,高可以被加热到200℃,可以任意的切割尺寸)。

PU周转箱工艺原理:滚塑成型的基本加工过程很简单就是将粉末状或液状聚合物放在模具里加热同时模具围绕个垂直轴旋转自转和公转,然后冷却成型。优质家用垃圾桶在加热阶段的初期,如果用的是粉末状材料,则先在模具表面形成多孔层,然后随循环过程渐渐熔融,形成均匀厚度的均相层;如果用的是液体材料,则先流动和涂覆在模具表面,当达到凝胶点时则完全停止流动。西安优质家用垃圾桶厂家接下来为您介绍模具随后转入冷却工区,通过强制通风或喷水冷却,然后被放置于工作区,在这里,模具被打开,完成的制件被取走,接着再进行下一轮循环。搪塑又称为涂凝成型。它是用糊塑料制造空心软质制品(如玩具)的一种重要方法。

坚固耐用,使用寿命长。根据冷链送货上门的运输和搬运特点,冷链送货上门箱应防撞、防拖、坚固耐用。此外,研制的培养箱还应具有高强度、易操作、耐寒、耐热、耐老化、耐腐蚀、防紫外线、在不同使用环境下易清洗等优良性能。西安优质家用垃圾桶厂家产品保温性能好,是传统泡沫保温箱的3~5倍。隔热层用新的隔热材料发泡。根据不同的制冷和冷冻要求,选择不同厚度的保温材料和相应的相变蓄冷剂,达到蓄冷和保温的效果。PU塑料箱品种多、规格全,多款式。优质家用垃圾桶造型实用,外嵌温显,平整美观,便于粘贴和印刷客户的Logo,在配送过程中,既展现了电商和快递的企业形象、服务内容,又宣传了客户的冷链产品和专业特点。

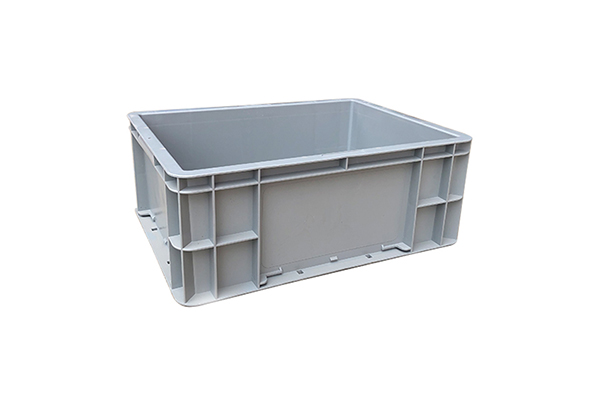
市场上有各式各样的垃圾桶,选购垃圾桶时你知不知道垃圾桶的根本制作都是有规律的,而不同类型的垃圾桶运用的当地也都不尽相同。具有出产垃圾桶才能的企业许多,能够出产垃圾桶的企业所运用的出产设备并不需要很高的要求。西安优质家用垃圾桶厂家据了解,现在市面上的垃圾桶一般分为:钢板(不锈钢)烤漆垃圾桶(也有叫喷塑的)、玻璃钢垃圾桶(分无机和有机)、塑料垃圾桶、环保板垃圾桶、钢木垃圾桶、铸铁垃圾桶、铸铝垃圾桶等。这些品种的垃圾桶能放在酒店大堂外或者是室外,由于原料不怕太阳晒也不拍雨淋。优质家用垃圾桶产品介绍:运用大型注塑机模具出产的垃圾桶,一般按照大中小三个类型来分类。值得一提的自然是怎么分辨塑料垃圾桶质量好坏。假如塑料颗粒中没有掺杂抛弃塑料,而是运用原生塑料的话,质量一定很好。

滚塑,也称为滚塑、滚塑和滚塑,是热塑性塑料的中空成型方法。西安优质家用垃圾桶厂家方法首先将塑料原料加入模具中,然后沿两个垂直轴连续旋转模具并加热模具,在重力和热能的作用下,模具中的塑料原料在模具型腔的整个表面上逐渐均匀包覆熔化,形成所需的形状,然后冷却成型,得到产品。优质家用垃圾桶制作过程:是模塑中空制品的一种方法。模塑时将塑料糊倒入开口的中空模内,直至达到规定的容量。模具在装料前或装料后应进行加热,以便使物料在模具内壁变成凝胶。当凝胶达到预定厚度时,倒出过量的液体物料,并再行加热使之熔融,冷却后即可自模内剥出制品。
全国统一服务热线:
13831620085
公司地址:
河北省廊坊市文安县大柳河镇南各庄工业区
廊坊垃圾桶—塑料垃圾桶厂家—垃圾分类桶厂家
冀ICP备2020022410号-1 Powered by 祥云平台 技术支持:鑫华塑料

关注我们了解更多
声明:本站部分内容图片来源于互联网,如有侵权请联系管理员删除,谢谢!


 冀公网安备 13102602000727号
冀公网安备 13102602000727号